

Welcome To CHUANGRONG

China Wholesale Hdpe Pipe Welding Contractors Suppliers – Size In 32mm To 315mm Electric Fusion Welder For Drainage Pipe – CHUANGRONG
China Wholesale Hdpe Pipe Welding Contractors Suppliers – Size In 32mm To 315mm Electric Fusion Welder For Drainage Pipe – CHUANGRONG Detail:
Detail Information
| Condition: | New | Tube Diameter: | 32-315mm |
|---|---|---|---|
| Dimensions: | 245*210*300mm | Weight: | 3.9kg |
| Usage: | Low Pressure And Siphon Pipe Fittings Welding | Port: | Shanghai Or As Required |
Product Description
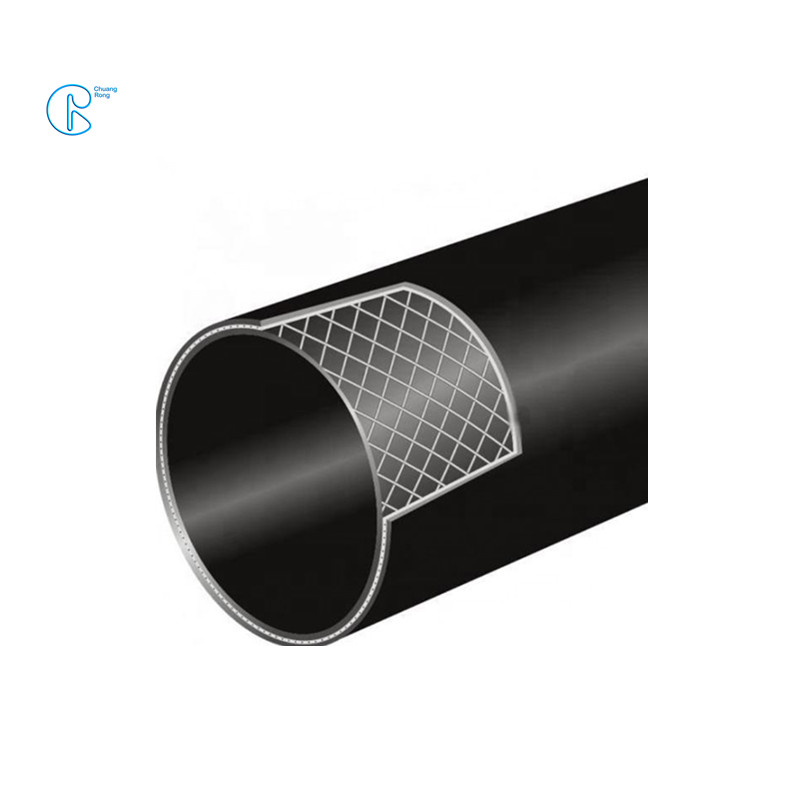
Size In 32mm To 315mm Electric Fusion Welder For Drainage Pipe
The electrofusion welder is suitable for welding low pressure or siphonic fusion tubes with a diameter of 32 to 315 mm.
The 315s automatically detects any connections to the parts to be welded and any faults in the welding process, and compensates for the current supplied based on the ambient temperature.
Compliant with current safety standards and directives, it is lightweight and easy to carry.
Technical Features
| Model | 315S |
| Working Range | 30-315mm |
| Dimendions | 245*210*300mm |
| Weight | 3.9kg |
| Rated voltage | 220VAC-50Hz |
| Rated power | 2450W |
| Working power | -5℃-40℃ |
| Rated current | 10.7A |
| Ambinet temperature probe | automatic |
GENERAL WELDING
The quality of the joint depends on your scrupulous compliance with the following recommendations.
5.1 HANDLING THE PIPES AND COUPLINGS
During welding, the pipes and couplings must be at near-ambient temperature, as detected by the welder’s temperature probe. They must consequently be protected from direct sunlight both before and during welding, since they could otherwise become much warmer than the ambient temperature, with a consequent negative effect on the electro-melting process (i.e. excessive melting of the pipe and coupling). In the case of excessively high temperatures, move the pipes and couplings to a cool, shady place and wait for their temperature to return to near-ambient values.
5.2 PREPARATION
Cut the ends of the pipes being prepared for welding at right-angles, using suitable pipe-cutting tools (we recommend using the pipe-cutter, refer to Figure – 1 -).
Pay careful attention to avoid any bending or ovalizing of the pipe.
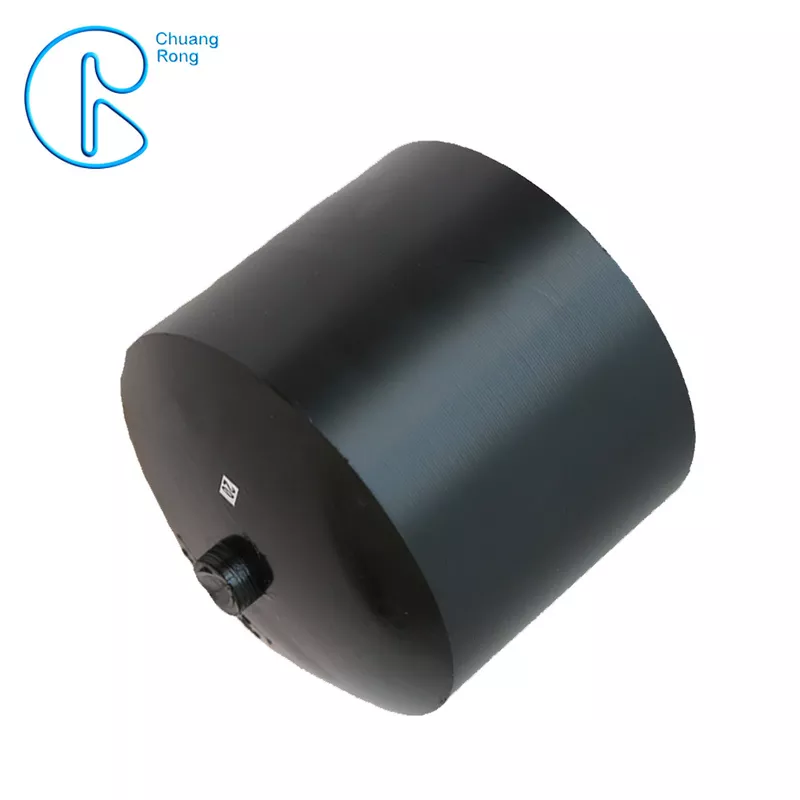
5.3 CLEANING
Smoothly scrape off the oxidized surface layer from the end of the pipe or fitting using suitable tools (we recommend the RTC 315 pipe-scraper, refer to Figure – 2 -). Make sure that you obtain an even, overall scraping action on the surfaces at the pipe ends involved in the welding operation, extending over at least 1 cm for each half of the coupling. If this cleaning is not done accurately, only a superficial bond will be achieved, because the oxidized layer prevents molecular penetration between the parts and thus interferes with the proper outcome of the welding action. Scraping with sand paper, rasps, or emery grinding wheels is absolutely unsuitable.
Remove the coupling from its packaging only just before it is used and clean the inside of the coupling in compliance with the manufacturer’s instructions.
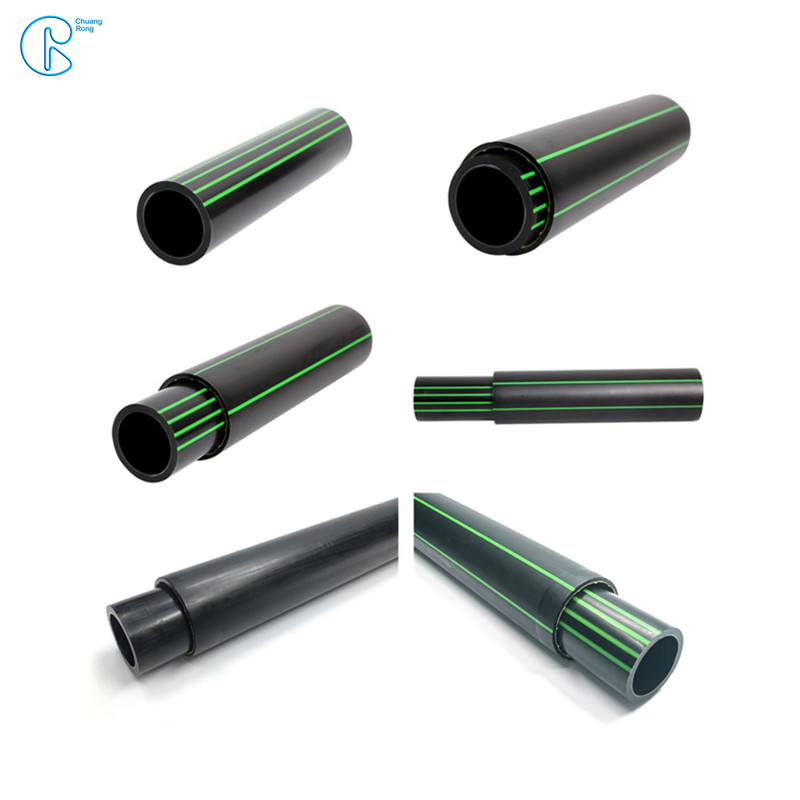
5.4 POSITIONING
Slide the ends of the pipes into the coupling.
It is essential to use an aligning device:
- to ensure that the parts remain in a stable position throughout the welding and cooling phases;
- to avoid any mechanical strain on the joint during the welding and cooling phases;
(we recommend using one of the aligning devices in the range, refer to Figure – 3 -).
5.5 WELDING
The area where welding is done must be protected against particularly unfavorable weather conditions, such as damp or temperatures below -5°C or above +40°C.
Use the cable and welding parameters suited to the coupling you are using.
5.6 COOLING
The cooling temperature varies, depending on the diameter of the couplings and the ambient temperature. Always comply with the timing recommendations of the manufacturers of the pipe and coupling elements used in the welding.
The removal of the aligning devices and disconnection of the welding cables must be done only after the cooling phase has come to an end.
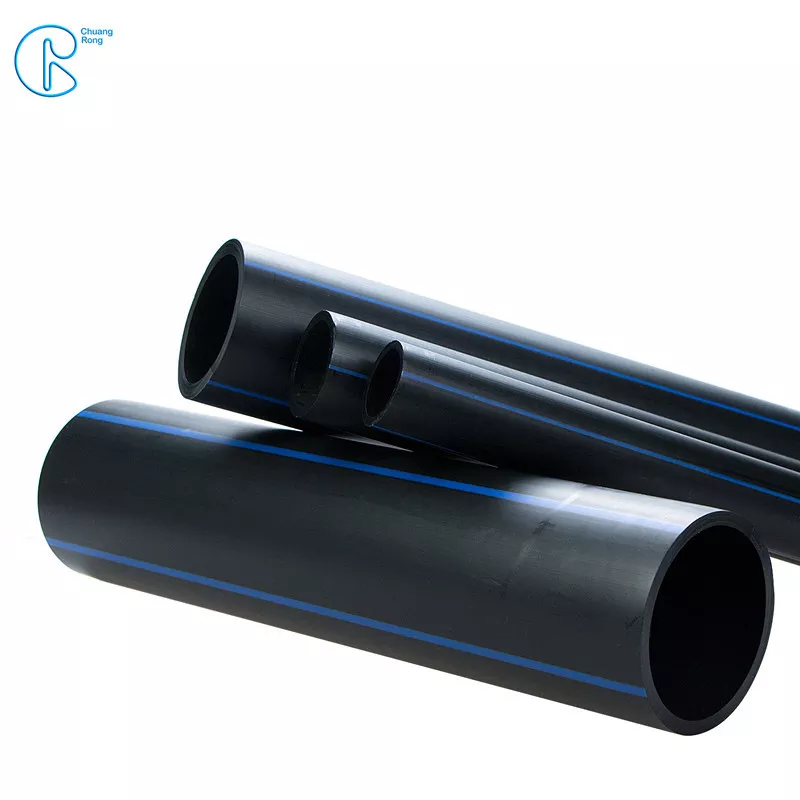
Application

Product detail pictures:
Related Product Guide:
Our mission will be to become an innovative supplier of high-tech digital and communication devices by furnishing benefit added structure, world-class manufacturing, and service capabilities for China Wholesale Hdpe Pipe Welding Contractors Suppliers – Size In 32mm To 315mm Electric Fusion Welder For Drainage Pipe – CHUANGRONG , The product will supply to all over the world, such as: Serbia, Norwegian, Italy, Due to the changing trends in this field, we involve ourselves into products trade with dedicated efforts and managerial excellence. We maintain timely delivery schedules, innovative designs, quality and transparency for our customers. Our moto is to deliver quality products within stipulated time.
Customer service staff and sales man are very patience and they all good at English, product's arrival is also very timely, a good supplier.
Send your message to us:


Social Links




information
Quick Links
contact us
-
ADD:
Room 911, Building T1, The Ring Center, No.333 Dongda Road, Chengdu, China.
- TEL: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Hot Products - Sitemap - AMP Mobile
Hdpe Pipe Fittings, Hdpe Pipe And Fitting, Repair Clamp, Hdpe Pipe Fitting, Male Adaptor, Pe Water Pipe,
-

Phone
-

E-mail
-

Whatsapp
-

Skype
-

Top
