

Welcome To CHUANGRONG

China Wholesale Welding Machine Hdpe Manufacturers – OD1000mm 15KW Electrofusion Welding Machine Using For HDPE Plastic Pipe Jointing Heater – CHUANGRONG
China Wholesale Welding Machine Hdpe Manufacturers – OD1000mm 15KW Electrofusion Welding Machine Using For HDPE Plastic Pipe Jointing Heater – CHUANGRONG Detail:
Detail Information
| Usage: | Electrofusion Pipe Fittings Connection | After-sales Service Provided: | Free Spare Parts, Field Installation, Commissioning And Training, Field Maintenance And Repair Service, Online Support, Video Technical Support |
|---|---|---|---|
| Warranty: | One Year | Working Range: | 20-1000mm, 15KW |
| Welding Output Voltage: | 8-75V | Package Type: | Wooden Box |
Product Description
<div><br /><br /><br /><br /><br /><br /><br /><br /><br /><br /><br /><br /><br /><br /><br />
<div id=”>
630mm Welder Machine Using For HDPE Plastic Pipe Jointing Heater
* High-level MCU is used as control core, with abundant parameter setting, measuring and perfect protective function;
*High brightness liquid crystal display, support multi languages, touch button operation, man-machine interactive interface;
*Wide power supply and voltage input, suitable for on-the-spot electric network level;
*High precision control to electric energy and time, ensure welding quality;
*Swiftly output response time when power supply breaks, high stability;
*Support U disk reading welding record;
*Support U disk import formula parameter;
*Support USB portable printer, print welding record;
*With automatic identification matching pipe function;
*Good doubling protection function;
*With up to 6 phases programmable welding function, can adapt to different pipe welding requirements;
*Support a variety of welding parameters input: manual input, formula extraction, bar code scanning input;
*The control board adopts SMT welding technology to reduce the failure rate of the whole machine.
Technical Parameters
| Input power supply | Rated input voltage | 220V±20% |
| Rated input frequency | 45~65Hz | |
| Output power supply | Rated output voltage | Refer to type definition |
| Output power | Refer to type definition | |
| Control characteristics | Control mode | Constant voltage, constant current |
|
Electric quantity constant precision |
≤±0.5% | |
| Time control precision | ≤±0.1% | |
| Temperature measuring precision | ≤1% | |
| Scan bar code | Scan 24 bit bar code conform to ISO 13950-2007 | |
| Ambient | Ambient temperature | -20~50℃ |
| Storage temperature | -30~70℃ | |
| Humidity | 20%~90%RH,no condensation | |
| Vibration | <0.5G, no violent vibration and impact | |
| Altitude | <1000m AMSL, when≥1000m de-rate in accordance with GB/T3859.2-93 |
Function description
1 Single phase welding
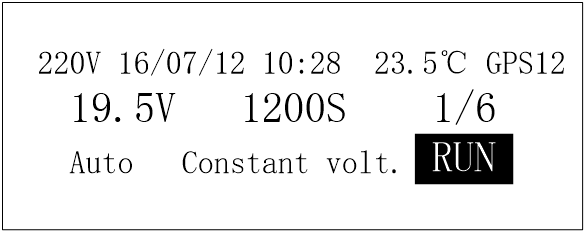
After power on, the welding machine automatically enter to the welding interface as shown below, move the cursor by left and right shift, pressing the “OK” button after the cursor moves to the corresponding parameters is selected, then the parameters in a flicker state.
Through the up and down keys to modify the parameter value, press the “OK” key to save the data value. If you press the “ESC” key to discard modification, the data will revert to the data value before modified. Setting the value of “1.03 pipe resistance” is equal to the corresponding resistance of pipe.
After the welding parameters are set, move the cursor to “RUN” and press “OK” to enter the welding process.
Note: Set “1.03 pipe resistance” to 0 if you don’t know the pipe resistance, only the open circuit fault (the pipe resistance is greater than 20 ohms or output current is 0) is detected during pipe detection. But this setting will disable the function of “pipe resistance identification alarm”, so can not be set when necessary.
2 Multiple phases welding
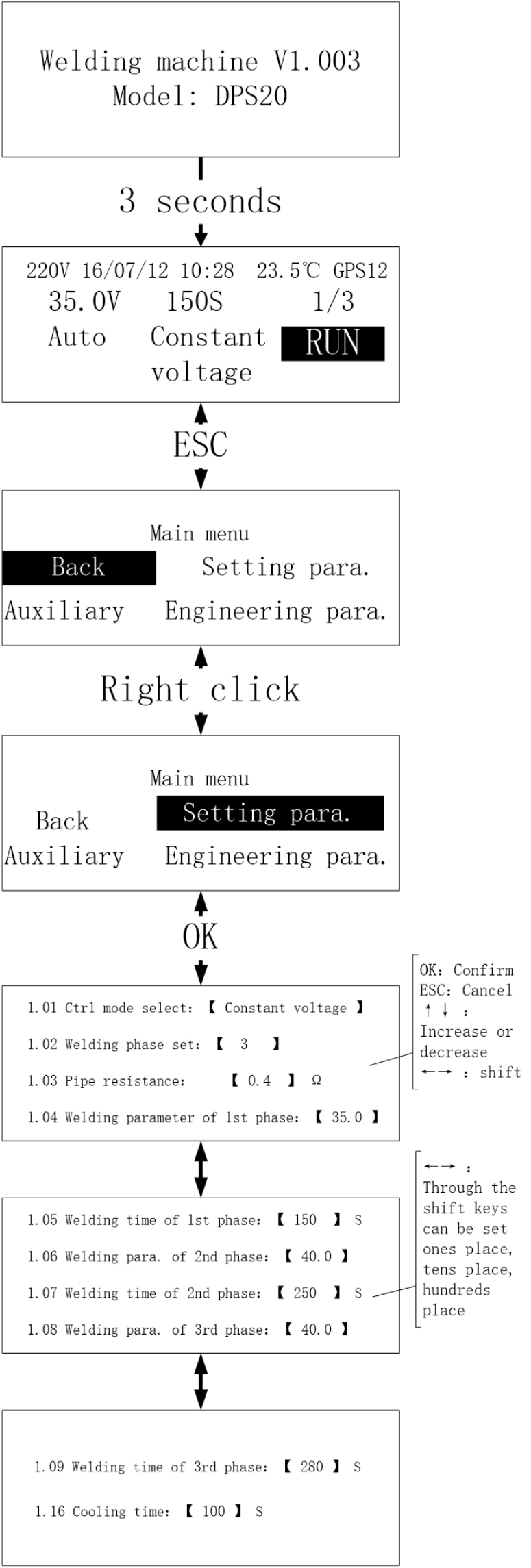
If the pipe process requires multiple phases welding, it is necessary to modify the “setting parameters” → the parameter value equal to the desired segment value of “1.02 welding number setting”.
For example: pipe resistance 0.4Ω, constant voltage mode, 3 welding, the first phase: 35V /150 seconds, the second: 40V /250 seconds, the third: 40V /280 seconds, cooling time is 100 seconds.
First, we need to modify the value of “1.02 welding phase number set ” to 3, set the value of ” 1.03 pipe resistance ” to 0.4Ω, set the value of ”1.04 welding parameters” to 35V, and then set the value of ”1.05 1st welding time” to 150 seconds. This completes the first phase of the welding settings.
Finally, you need to set the value of ”1.16 pipe cooling time” to 100 seconds. And then the setting of welding parameters is completed. Press the “ESC” button to return to the standby welding interface, you can see the parameters value and time value are the same with the previous settings. Move the cursor to “RUN” and press “OK” to enter the welding process.
The operation steps are shown below:
3 Scanner welding
If the pipe attached with the bar code as shown below, you can read it through the scanner. The following bar code welding parameters are: constant voltage: 39.5V, welding time: 200 seconds, cooling time: 15 minutes.
After the user connected properly, using scanner to scan barcode and the scanner will make a sound “beep”, and you could see the value of the welding parameters analyzed by the bar code at the welding standby interface.
Note: 1、Only the type of welding machine contains “S” with the scanning function support scanner function;
2、Bar code should comply with the bar code type of “3.06 bar code type”;
3、Must use a dedicated scanner equipped by our company.
Tip: laser and bar code is not completely 90 degrees, the scanning effect is best, the up and down effective tilt angle is ±65°, the up and down effective tilt angle is ±60°, rotation effective tilt angle is ±42°. Scanning bar code, please let the laser cover the entire bar code, otherwise you may not be able to read the correct data.

Application
The product is the sepecial connecting device used to polythene pressure and non-pressure pipe electrofusion or soket connection.

Product detail pictures:
Related Product Guide:
We support our consumers with ideal good quality merchandise and large level provider. Becoming the specialist manufacturer in this sector, we have attained wealthy practical encounter in producing and managing for China Wholesale Welding Machine Hdpe Manufacturers – OD1000mm 15KW Electrofusion Welding Machine Using For HDPE Plastic Pipe Jointing Heater – CHUANGRONG , The product will supply to all over the world, such as: Cologne, Chicago, Rwanda, We are committed to meet all your needs and solve any technical problems you may encounter with your industrial components. Our exceptional products and vast knowledge of technology makes us the preferred choice for our customers.
The customer service staff is very patient and has a positive and progressive attitude to our interest, so that we can have a comprehensive understanding of the product and finally we reached an agreement, thanks!
Send your message to us:



Social Links




information
Quick Links
contact us
-
ADD:
Room 911, Building T1, The Ring Center, No.333 Dongda Road, Chengdu, China.
- TEL: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Hot Products - Sitemap - AMP Mobile
Hdpe Pipe Fitting, Hdpe Pipe And Fitting, Male Adaptor, Pe Water Pipe, Repair Clamp, Hdpe Pipe Fittings,
-

Phone
-

E-mail
-

Whatsapp
-

Skype
-

Top
